





Schedule a Call Back


SEW Eurodrive: Producing the gears that drive the world
 Technical Articles
Technical Articles- Jan 01,18
Gleason technologies are helping SEW Eurodrive meet unprecedented global demand for the compact, quiet and very high-efficiency spiral bevel gear units that drive everything from your luggage on an airport conveyor to the process automation that fills the bottles of your favorite beverages.

Gleason technologies are helping SEW Eurodrive meet unprecedented global demand for the compact, quiet and very high-efficiency spiral bevel gear units that drive everything from your luggage on an airport conveyor to the process automation that fills the bottles of your favorite beverages.
Ask Chuck Chandler, Plant Manager at SEW Eurodrive USA’s Lyman, South Carolina plant about the range of applications for the spiral bevel gear units produced there and his response is simple: the world. The ultra-modern 385,000 sq ft facility - winner of Plant Engineering Magazine’s Top Plant Award in 2007 - is running three shifts a day, six days a week and busting at the seams to keep pace with record demand from SEW Eurodrive Assembly Centers around the world. But if you think these production challenges keep Chandler up at night - guess again. “We’ve never been more productive or efficient,” he says, “And we have some of the latest Gleason technologies helping us get there. It’s a good problem to have.”
With 17,000 employees worldwide and sales of Euro 3 billion, SEW Eurodrive is a world leader in delivering thousands of drive system solutions using a comprehensive modular system for building gearmotors and frequency inverters, servo drive systems, decentralised drive systems, and industrial gear units.
Grinding for more precision
Ten Gleason Phoenix bevel gear cutting machines, including four of Gleason’s latest generation of 280CX machines, produce all of the spiral bevel gear sets used in SEW Eurodrive’s popular K Series of right-angle gear units. The K Series is an industry workhorse, renowned for delivering 96% efficiency and very quiet, wear-free performance across a 200 to 50,000 Nm torque range. These gears are heat-treated and then lapped and tested on Gleason HTL TurboLapper and HTT TurboTester machines. But with the introduction in 2004 of a new family of servo gear units, designed for very high precision applications where positioning tolerances are often measured in microns, Chandler and his team recognised that lapping these gears as a hard finishing process wasn’t going to be good enough. “The spiral bevel gearsets in these servo gear units must be produced with very tight tolerances and operate backlash-free, so we opted to finish grind them,” Chandler explains. “Plus, by grinding gears and pinions independent of each other rather than having to lap them as mated sets, we have the added flexibility of finishing gears or pinions in the optimum lot sizes and on demand.”
Early on, SEW Eurodrive relied on Gleason and their Phoenix 280G Bevel Gear Grinding Machines to grind the gearsets at Gleason. “We didn’t initially have the volumes or, frankly, the grinding expertise, to justify a grinding machine purchase,” Chandler recalls. “Outsourcing to Gleason gave us a chance to learn about the process and see firsthand how well the 280G performed, so when the time came we bought one right off the floor at IMTS 2014.”
Proven Phoenix performance
Today, this 280G is helping meet the world’s growing appetite for SEW Eurodrive’s servo gear units – and performing so well that Chandler and his team are looking at a second machine and more opportunities to apply grinding, whether for noise reduction or to squeeze more torque out of a smaller gearset. The machine’s exceptional reliability has come as no surprise to Chandler, since the 280G is built on the same platform as his tried and true Phoenix 280CX cutting machines.
It also features an exceptionally well-designed work area for swarf containment and evacuation. This is critical for ensuring fast, accurate bevel gear grinding, as well as helping to minimise the time consuming and expensive maintenance challenges of swarf accumulation and contamination. Virtually all of the usual wires, piping and even the door rails have been moved out of the work area and put behind guarding, so swarf is easily contained and falls free for collection by the coolant chute positioned directly below the work area.
In addition, the 280G is equipped with an integrated dressing unit with a unique telescoping design that enables it to extend into the work area for dressing, and then fully retract flush with guarding during the grinding cycle.
But what Chandler also appreciates now is just how productive the 280G is. “We’re producing 24 different gears and pinions in the servo gear family, and once you set it up for a part for the first time, replicating that same part setup downstream is very fast and easy,” Chandler says. He attributes some of this setup speed to the color-coded sets of quick-change coolant headers that allow the operator to easily optimise the flow of coolant for each part, critically important in order to avoid surface defects and achieve the desired surface finish and flank form accuracy.
The machine is also equipped with a quick-change grinding wheel spindle design, as well as a work spindle that allows conventional arbors to be installed to, and removed from, the front of the machine. All of these setup tasks are performed by the operator without tools. Non-productive time is further reduced through use of an automatic stock divider, mounted in close proximity to the work spindle, that operates simultaneously with wheel dressing.
Easily automated for more efficiency
As you’d expect, SEW Eurodrive makes extensive use of automation. Robotic load/unload is used on 90% of the gear cutting machines, and was easy to integrate on the 280G. “Our studies show that manual load/unload is, at best, about 72% efficient, which means a machine will be waiting a lot,” Chandler says. “On the 280G, we use the robot to not only load and unload the machine, but also to hold the part for cleaning and pick and place the part at laser etching
and palletizing.”
Automating cutter build
Perhaps the only productivity stone left unturned at the Lyman plant, until recently, was in the tool room, where as many as 25 cutter systems are built every three-shift day to meet the needs of 12 bevel gear cutting machines. True, tool room operators make good use of two highly productive Gleason BPG Blade Grinding Machines and a GBX Blade Inspection System to quickly and efficiently sharpen and inspect all the carbide stick blades used in these Gleason Pentac or older Gleason Tri-Ac face hobbing cutter systems.
But much of the operators’ time was spent building, truing and inspecting the cutter heads, a process that, according to Chuck Chandler, took upwards of 90 minutes per head and could result in costly blade misalignments and blade chipping despite the expertise of these technicians. So it’s not surprising that, 18 months ago, Chandler took advantage of the opportunity to make his tool room the first beta site for Gleason’s new 500CB Cutter Build Machine.
“It’s inevitable that building, truing and inspecting cutter heads manually will result in the occasional blade misalignment, but even one is too many,” Chandler explains. “This can cause a chipped blade downstream, and drastically reducing tool life as a result. Now, with the Gleason 500CB, all of those manual steps are performed automatically and with greater precision and repeatability by the machine. A process that once took 1-1/2 hours now can be done in 30 minutes or less, and we’re no longer worried about misalignments and chipping blades. Plus, we’ve freed up our tool room people so they can be productive while the 500CB is doing its thing.”
Less work, better results
The new Gleason 500CB Cutter Build Inspection Machine is the first machine of its kind to fully automate most of the critical steps in the cutter build and truing process. Its predecessor, the Gleason CB machine has, for years, been a solid workhorse in tool rooms worldwide, and succeeded in lifting some of the burden from the operator’s shoulders by automating a few of the critical steps in the build sequence. But the 500CB goes much further than the original CB or, for that matter, any other machine on the market.
Now, after cutter build data is input, all the operator does is load the cutter head, position the build carriage, and load the blades into their respective slots. Next step? Press GO and walk away, with 30 minutes or so of precious time now available for other tasks. Now, all the other steps that have taken so much time, and been so dependent on the operator and his expertise are performed automatically by the 500CB. Blades are positioned in their slots, clamp screws precision-torqued, and blade axial and radial position measured. As this process unfolds, the 500CB actually learns from the measurement feedback it receives, and loosens, tightens and measures blades again as needed – just as the technician would do – until blades are trued to their optimum radial and axial position down to +/- 2 microns if needed. It’s an adaptive process too, with the 500CB learning from every build to optimise future builds.
If the operator chooses to, he can view a screen on the machine’s CRT charting every blade’s position and runout in real time. And, at any point in the process, start to finish, the operator can use the intuitive operator interface with software ‘Wizards’ to guide him through every step of setup and operation.
According to Chandler, the 500CB’s impressive functionality isn’t limited to just a few cutter systems types or sizes either. It can be easily applied to both newer Pentac cutter systems and the older Tri-Ac cutter heads still in use, as well as the wide range of cutter head diameters running on SEW Eurodrive’s cutting machines, from as small as 70 mm (2.75") to as large as 533 mm (21").
For further details, contact Gleason Works India Pvt Ltd on Tel: 080 - 2852 4315/16 and email: sales-india@gleason.com
News Snippet
ANCA unveils FCP4 high production drill grinder
ANCA has launched FCP4 high production drill grinder that can produce a completed drill in 20 seconds. Producing drills from 0.8 to 4mm the new technology provides an exciting opportunity for drill makers, with important efficiencies and cost benefits by manufacturing a complete high speed steel drill on a single machine. From a blank piece of raw material, the FCP4 grinds the Flute, Relief and Point producing a finished drill.
Grant Anderson, CEO at ANCA, said, “Considering the yearly production of high speed steel drills is about 1.8 billion drills, the opportunities are huge. The high-volume commodity drill market is a new market for us but is a great fit given our forty plus years’ expertise in tool and cutter grinding and our world leading technology.”
The new machine will enable a complete drill to be manufactured every 20 to 25 seconds, a significant difference from what is currently available in the market. Up until now a drill has been manufactured on two or three separate machines which is a large investment to make and a big task in changing drill sizes - typically taking several hours and creating needless waste with scrap setup drills. The CNC capability of the FCP4 also has significant advantages in quicker changeover and less setup times required, making the option of smaller production runs viable.
“We think we can bring a huge benefit to the industry as up until now there is little competition or product choice for volume manufacturers of HSS drills. Drill manufacturers are typically restricted to using machines that are old and CAM operated, and with older machines wearing out there are currently very few options for upgrading or improving their capabilities,” Grant continued.
Simon Richardson, FCP4 Product Manager, said, “We listened to our customers who, in this market, faced a lack of choice and responded to their needs to develop our own solution. With our extensive market knowledge and research and development capabilities, I am confident this new machine will be well received and unleash a whole new world of possibilities for our customers.”
The FCP4 will be fully CNC operated comprising of eight axes, using a principle similar to a Swiss Auto whereby it has a multi turret, capable of undertaking several operations simultaneously. It uses an ANCA Motion CNC system including AM5C drives, AMI5000 Touchpad, Commander, AMCore and Motion Bench.
Gleason technologies
SEW Eurodrive
spiral bevel gear units
Phoenix bevel gear cutting machines
drill grinder
ANCA
Related Stories
Gears, Motors & Drives
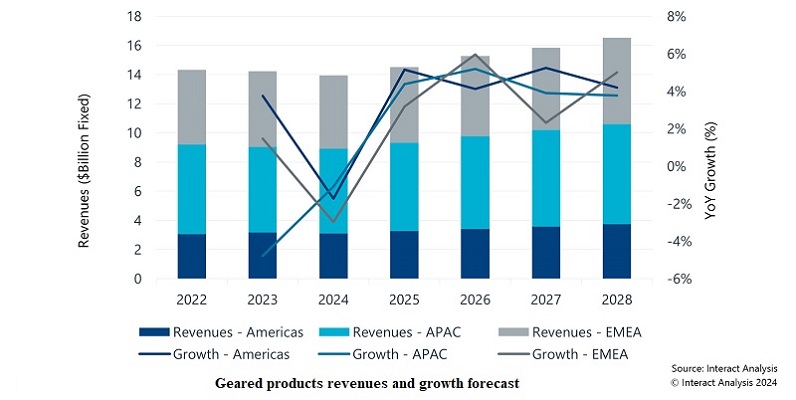
Global geared products market anticipates slowdown; India to prop up revenue
Interact Analysis forecasts a revenue decline of 1.9 per cent for the global geared motors and industrial gears market in 2024. It is expected that Indian and Southeast Asian markets will prop up re..
Read moreMachine Tools & Accessories

ANCA to focus on high-end CNC machines
ANCA will showcase a range of technologically innovative manufacturing and engineering products and applications at IMTEX 2023.
Read moreGears, Motors & Drives
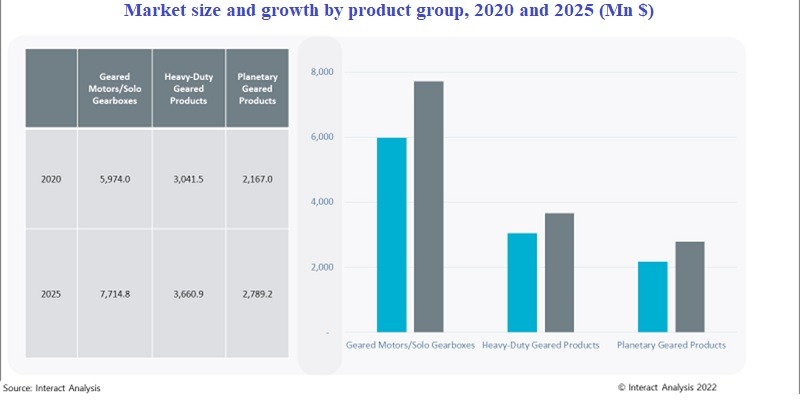
Geared products market to reach $14 bn by 2025: Report
While China continues to be the largest market for industrial geared products, SEW Eurodrive retain the largest share of the market, says Interact Analysis report
Read moreRelated Products

Auto Wheel Hub Bearings
GEARS, BEARINGS, BELTING & MOTION CONTROL PRODUCTS
Kasuma Auto Engg Pvt Ltd offers a comprehensive range of Auto Wheel Hub Bearings.

Gear Lever Kits
GEARS, BEARINGS, BELTING & MOTION CONTROL PRODUCTS
B S Industry offers a wide range of gear lever kits.

Automotive Gear
GEARS, BEARINGS, BELTING & MOTION CONTROL PRODUCTS
Matrix Precision Engineering offering a personalized array of automotive gear.
latest News
Subscribe to iNoW
For Industry News on WhatsApp, Give a Miss Call on: +91 84228 74016
