





Schedule a Call Back


Sustainability in machine tools with remanufacturing
 Articles
Articles- Jun 29,23
Integrating remanufacturing as a key part of business model can contribute to a sustainable circular economy in capital goods including machinery. Through article, Sameer Kelkar and Radhakrishna Barde provide some insights into applying remanufacturing to the machine tools world.
As a machine manufacturing company with a vision to be net zero by 2030, Grind Master is in a difficult boat. Manufacturing by nature requires use of natural resources in terms of material like steel and energy to convert this material to machines. This process leads to unavoidable emissions. That is exactly the reason we need to find ways to minimize emissions and offset what we just cannot. Finally, with an end of life waste generation, it is a classical linear model of resource usage. We are doing what we can in offsetting this ‘evil’ – solar energy usage, afforestation projects and energy efficiency where possible. But is there a way to modify the way of doing business?
Ajay Phatak, our mentor for the Sustainability Mission, challenged our team to come up with ideas and solutions to this important problem. We discussed and brainstormed on various business models used by others – trying to see if they could fit for our business of custom-built specialised machinery for metal finishing. About 90 per cent of our solutions are special purpose turnkey solutions with customisation. Having significant exports (over 60 per cent) to markets including China, South East Asia, North America and Europe, our technology is niche. We are recognised as experts in our domain.
This background of innovation is strength of our business, however it also brings about challenges in applying some of the common strategies advocated for manufacturing sustainability. We discussed couple of models commonly suggested like Solution as a Service (SaaS) and EPR, machine buy back, etc. Considering multiple geographies and difficulty of any significant activity on shore, these models could be explored only after we have significant support bases in the markets we operate in.
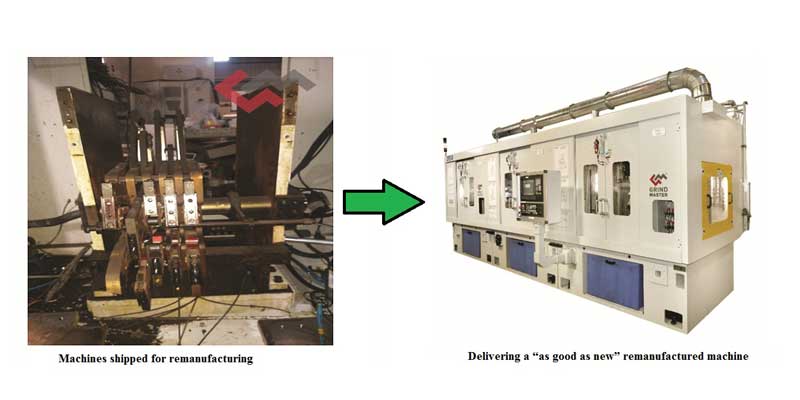
During the course of this discussion, we concluded a project for a highly specialised grinding-finishing system for hydraulic cylinders for Carter Machinery in the US. Carter is a part of Caterpillar and this sophisticated equipment was being purchased for remanufacturing (Reman) of hydraulic cylinders. Grind Master has been associated with various refurbishing facilities for piston rods over the years. Normally, very economic ‘just enough’ equipment is purchased by such facilities. The result in finishing piston rods from such solutions is far from the exact standards applied for the new factory made cylinders. The equipment conceptualised for Carter would be able to produce piston rods as good as new.
CAT Reman is a search that leads to several very insightful results on the internet. Applying the fundamentals to the specialised machine tools business we are in led to our own Grind Master Reman program. This article will provide some insights into applying remanufacturing to the machine tool world. It is by no means a unique methodology, as an evolving way of manufacturing there would be several alternate approaches. Remanufacturing is defined as "the rebuilding of a product to specifications of the original manufactured product using a combination of reused, repaired and new parts"
A machine tool is composed of a wide variety of materials such as:
Most of the elements used in a machine tool have a fairly long life if well maintained. However, the machine tool ‘life’ is considered to be between 5 to 10 years. Why is this so? The main reasons for this are:
A solution commonly used by the manufacturing industry to address some of the above concerns is to ‘refurbish’ or ‘recondition’ these machines. This is a commonly done activity sometimes by maintenance departments or sometimes by professional facilities. Reconditioning normally is an onsite activity done at the site where the machine is being used. It basically involves cleaning, repairs, or replacements of worn out or damaged parts, oiling and fastening to make them functional. Sometimes an aesthetic facelift is provided by repainting the machine. Sometimes control elements might be changed. There are some basic limitations in the refurbish process when applied to machine tools. Some of the reasons are:
1. Must be conducted with available/manageable resources at site
2. Limited change possible to implement upgrades and modifications
3. Enhances machine life by a couple of years – upto the next refurbish schedule
The refurbishing process does not address the machine tool obsolescence due to the limitation in resources (refer reason No 1 above) and only partially addresses reasons 2 and 3. A refurbished machine does not give the performance or the life of a new machine. Over a period the mechanisms of the machine continue to deteriorate, leading to increase in frequency and severity of failures. This causes uncertainty – which is unaffordable in mass manufacturing.
Remanufacturing is the next level!
Remanufacturing is now added in core business strategy of many leading industries including Caterpillar and Cummins, both of whom as business partners continue to inspire us. It provides a win-win deal as remanufactured products are:

Figure 1: Remanufacturing process
The process of remanufacturing is inherently different from both manufacturing and refurbishing. It must incorporate the scalability, consistency of manufacturing and yet also reuse materials. Companies like Caterpillar and Cummins have applied these methods to their products – i.e. earthmovers and engines, developing successful business models that are now an integral part of their business. For example, Caterpillar Reman operates over 8 facilities worldwide employing more than 3600 people and remanufactures over 8000 variety of products.
Grind Master formed a cross functional team to apply the philosophy of remanufacturing and create from basic fundamental principles a method (system) to deliver the desired result with consistency. This strategic and systematic approach to Reman led us to formulate our own phased project implementation plan.

Figure 2: Remanufacturing flowchart
As can be seen from the flowchart (refer Figure 2), a Reman machine undergoes the same engineering reviews, part quality check systems, assembly and testing, delivery and commissioning as a new machine. Major changes are made to the system in three functions – conceptualisation of project (scope), machine ‘decommissioning’ & shipment to OEM, and disassembly & material utilisation analysis.
Conceptualisation of project Conceptualisation of a Reman project usually involves identifying available machines, matching machine suitability to new applications or evaluating viability for machine upgrades. This activity is done as a partnership between Grind Master’s expert team and the customer’s project or maintenance teams. This stage of the project defines what the costs of Reman could be and also the outcomes. It is important to not compromise on basic principles and vision of Reman – i.e. to produce ‘as good as new’ equipment in this stage. Typically, a well conceptualised Reman machine will save 20-50 per cent of cost of a new machine.
The customer and the machine builder must work with transparency in this stage to effect a good scope for the project.
Disassembly and material utilisation analysis
This is a key stage that ensures the quality of the remanufactured product. It involves disassembly of every part of the machine followed by cleaning, sorting and inspection. Every part of the machine must pass through the exacting standard for new parts. A part that has undergone partial wear and tear (still functional but not as per original drawing) must be either replaced or remanufactured.
Based on over 10 successful projects the following guidelines emerge:
The disassembly process is an active collaborative exercise with assembly team, quality inspection team and engineering team performing key roles in identifying elements. This process results in engineering of the remanufactured machine to fulfill the objectives laid down in the scope.
After the disassembly process, the original machine has lost its identity. The remanufactured machine will be built from a mix of elements ‘new’ and ‘as good as new’. It is built following the protocols of machine building including assembly level inspection, machine level inspection, etc. A remanufactured machine delivers a win-win for the manufacturer and the machine builder.
Manufacturer gets:
Machine builder gets:
Both manufacturer and Grind Master meet some portion of their sustainability goals!
Remanufacturing is, thus, found to be a very feasible business model for custom built specialised machinery such as finishing machines. Integrating remanufacturing as a key part of business model can contribute to a sustainable circular economy in capital goods including machinery. There is a long way to go in bringing about this transformation:
References:
About the authors:

Sameer Kelkar is the CEO and R&D Head of Grind Master Machines Pvt Ltd. He can be reached on email: Sameer.kelkar@grindmaster.co.in
Radhakrishna Barde leads Grind Master’s flagship microfinishing machines unit.
(With inputs from Ajay Phatak, a trustee for The Ecological Society and TERRE)
Remanufacturing
machine tools
sustainability
Sameer Kelkar
Grind Master Machines
grinding-finishing system
refurbishing
Caterpillar
Cat Reman
Cummins
Ajay Phatak
Related Stories
Electrical & Electronics

Philip Harting appointed to VDMA Main Board
Philip Harting joins the VDMA Main Board to represent mechanical and plant engineering amid industry transformation, geopolitical challenges and supply chain disruption.
Read moreSmart Manufacturing

Warehousing scales new heights: Vikas Choudaha
Godrej Storage Solutions is helping industries build larger, smarter and more efficient warehousing ecosystems, says Vikas Choudaha, Business Head – Storage Solutions, Godrej Enterprises Group, in..
Read moreMachine Tools & Accessories

Godrej Enterprises: Engineering India’s Warehousing Future
Ashlin Rajan explores how Godrej’s Chennai facility is engineering the backbone of modern warehousing through scale, automation, sustainability and smarter intralogistics.
Read moreRelated Products
Precision Cutting Tools1
MACHINE TOOLS, POWER & HAND TOOLS
S S Trading Corporation offers a wide range of precision
cutting tools.

Slotting Head Unit for All Cnc Turn Mill Centers
MACHINE TOOLS, POWER & HAND TOOLS
Sphoorti Machine Tools Pvt Ltd offers a wide range of
slotting head unit for all CNC turn mill centers.
Slotted Tool Disc and Tool Holders
MACHINE TOOLS, POWER & HAND TOOLS
Prominent Machine Tools offers a wide range of slotted tool disc and tool holders.
latest News
Subscribe to iNoW
For Industry News on WhatsApp, Give a Miss Call on: +91 84228 74016
